
磨削技術
工程陶瓷的高效磨削方法 |
||||||||||||||||||||||||||||||||||||
| 發布時間:2020/6/6 | ||||||||||||||||||||||||||||||||||||
| 工程陶瓷的高效磨削方法 隨著工程陶瓷種類的增多與性能的提高,其應用范圍也越來越廣泛。在近十多年里,工程陶瓷在航空航天、國防軍工、電子信息、能源動力等行業都有大量的應用。要高效地將工程陶瓷材料制作成不同需求的高質量功能零件,磨削技術的作用和地位異常重要。下面介紹幾種工程陶瓷磨削的新工藝與新方法。 (1)工程陶瓷的高效深切磨削技術 高效深切磨削技術既不同于一般的磨削加工又不同于緩進給磨削,它被認為是現代磨削技術的精華,是在通用普通或精密磨床上以快速進給大切深的加工方式實現材料的高效加工,既能達到高的材料切除率,又能得到較好的表面質量的一種技術。高效深切磨削技術加工出,鷯工件,表面粗糙度與普通磨削相當,但其切除率比普通磨削高100~2000倍,因此高效深切磨削技術在粗磨加工中具有十分顯著的優越性。高效深切磨削與一般普通磨削、緩進給磨削的工藝參數對比如表16所示。 表16高效深切磨削與一般普通磨削、緩進給磨削的工藝參數的比較
(2)工程陶瓷的定壓力磨削法 所謂定壓力磨削法是指在恒定壓力下磨削工程陶瓷。圖16給出了定壓力磨削條件下各種工程陶瓷的加工壓力P與磨削切除率Zw的關系。由圖可知,AL2Oa陶瓷的切除率最高,SiC、ZrO2與Si3N4陶瓷的切除率均較低。由于Al2O3和SiC陶瓷的斷裂韌性值小,磨削時主要通過裂紋擴展萌生周部破壞而生成剝落破碎型切屑,所以材料容易被去除。而ZrO2和 Si3N4陶瓷的韌性較好些,磨削時會產生塑性變形流動,材料切除相對較困難,其切除率低。用電子顯微鏡觀察磨酎加工表面形貌,可發現在ZrO2和Si3N4陶瓷的磨削加工表面上,明顯地呈現類似金屬磨削表面上的條狀長磨痰,而SiC和Al2O3陶瓷的磨削表面上沒有條狀磨痕,呈現沿晶及穿晶擠壓破碎型的無規則狀,并且晶粒都很粗大。由此來看,工程陶瓷的種類、結晶方式、晶粒大小及斷裂韌性大小均對磨削切除率有影響。 在定壓力磨削條件下,磨削時間較長時,砂輪工作表面上的磨粒微刃會產生摩擦磨損,使其鈍化,從而導致砂輪鈍化、磨粒脫落和砂輪堵塞等。定壓力磨削時,隨著時間的增加,各種工程陶瓷的磨削切除率也會發生變化。在磨削初期,由于砂輪微刃鋒利,AL2O3的切除率最高,Zr02陶瓷最低,其切除率的高低順序是Al2O3-SiC-Si3N4-ZrO2。磨削繼續進行,Si3N4陶瓷的切除率下降最快,其次是SiC陶瓷。ZrO2陶瓷的磨削切除率下降最小,幾乎不發生變化。通過磨削切除率的變化比例可以判斷工程陶瓷的可磨削性,其中Si3N4陶瓷最難磨削,其砂輪鈍化較嚴重。 (3)工程陶瓷的鏡面磨削法 隨著工程陶瓷在光學領域中的應用,對其表面質量的要求越來越高。由于工程陶瓷具有很高的硬度和較好的韌性,所以從加工效率與加工精度方面考慮,目前多采用鏡面磨削代替傳統研磨加工的方法。鏡面陶瓷零件是典型零件之一。 ELID(Electrolytich In—process Dressing)磨削技術是一種對金屬結合劑超硬磨料砂輪在線電解修整的復合磨削技術。使用金屬結合劑超硬磨料微粉砂輪進行磨削時,砂輪極易產生砂輪表面堵塞問題。采用ELID技術,可以保證砂輪在磨削過程中始終保持銳利狀態,不會產生切屑堵塞砂輪現象,從而使得用微細、超細超硬磨料制作性能優異的砂輪成為可能。采用ELID磨削技術,可對工程陶瓷進行高效率鏡面磨削,其表面粗糙度R口的值可達10nm以下的水平。 圖17給出了ELID法用在精密臥軸矩臺平面磨床上進行鏡面磨削的原理圖。磨削時,砂輪接專用電解電源的正極,紫銅接其負極。磨削液選用非線性弱電解質堿性冷卻潤滑液,磨削液的基本特性如表17所示。進行ELID修銳的金屬結合劑砂輪一般需經Ra火花精密整形后才能實施,目的是使微細磨料盡可能等高地分布在砂輪工作表面上。 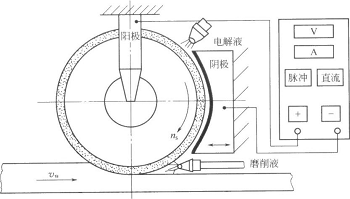 圖17 ELID鏡面磨削的原理圖 表17磨削液的基本特性
利用上述的ELID鏡面磨削系統,在精密臥軸矩臺平面磨床MM7120A上加工金屬陶瓷,表面粗糙度R口可達20nm;用粒度為8000#的鑄鐵纖維結合劑金剛石砂輪(CIFB)磨削SiC陶瓷表面,表面粗糙度m可達4.9nm日本大森整博士等還曾使用3000000#鈷基結合劑金剛石砂輪(CB)磨削SiC陶瓷及Al2O3+TiN的金屬陶瓷,分別獲得了Ra為1.5nm及Ra為7.6nm的磨削表面。Al2O3+TIN陶瓷是一種多孔性陶瓷,磨削后將有空洞殘留在磨削表面上,因此欲使磨削表面達到鏡面是困難的。盡管如此,用超微細粒度金剛石砂輪,并采用ELID砂輪修整技術,仍獲得了超光滑表面。 利用ELID修銳技術,除可修整平面形砂輪外,也可修整杯形砂輪。利用8000#CIFB杯形砂輪磨削SiC陶瓷,表面粗糙度Ra達3.8nm 當使用60000*#。CIFB杯形砂輪磨削SiC陶瓷時,則可使表函糖糙度Ra達2.4nm。用平面形金剛石砂輪磨削可獲得杯形砂輪磨削的同樣效果。 將ELID磨削技術應用于鐵氧體基片的高效深切磨燃加工,通過控制工藝參數(修整電壓、磨削波、進給速度、磨削深度等)能夠獲得較好韻加工效果。在同樣切深條件下, ELID磨削鐵氧體基片韻摩黼力遠小于樹脂基金剛石砂輪磨削力。試驗表明,ELID磨削方法適用于鐵氧體基片的高效磨削,在保證表面質量的同時,還大幅提高了生產效率。由于采用ELID修整技術可實現鏡面磨削,所以它可部分替代傳統的研磨拋光工藝,以使加工效率大幅度提高。 (4)工程陶瓷的超聲振動磨削技術 國內外的大量研究和實驗結果表明,在陶瓷磨削中引入超聲振動,不僅能夠大幅度提高磨削效率;而且能有效地改善陶瓷磨削表面質量,因此,超聲振動磨削技術在工程陶瓷加工中具有廣闊的應用前景。 超聲振動磨削是一種超聲波加工和磨削加工的復合加工工藝。其原理是:在傳統磨削的基礎上,給工件或者砂輪(一般在工件)附加上一維或者二維的超聲振動,利用超聲波振動和砂輪磨削的復合作用來形成加工表面。通過附加不同形式的振動,超聲振動磨削的加工效率和加工精度與傳統磨削相比均有明顯改善。 按照附加超聲振動的維數和方向的不同,超聲振動磨削可以分為一維超聲振動磨削和二維超聲振動磨削,其中一維超聲振動磨削包括一維軸向超聲振動磨削和一維徑向超聲振動磨削,二維超聲振動磨削包括二維平面超聲振動磨削和二維橢圓超聲振動磨削。一維軸向超聲振動磨削是指砂輪或工件豹振動方向平行予砂輪軸向(如圖19所示),其優點在于以較大幅度提高磨削表面質量稀降低表面熱載荷。與一維軸向超聲振動磨削相比,一維徑向超聲振動磨削的振動方向垂離予工件表面,其特點是能夠顯著減小磨削力及提高材料切除率,但是會導致砂輪磨損的增加和表面粗糙度的輕微增加。 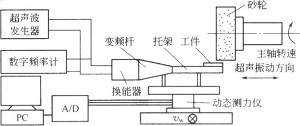 圖19一維軸向超聲振動磨削示意圖 如圖20所示是二維平面超聲振動磨削示意圖,其原理是在磨削平面內,在平行于砂輪軸向和切向上附加兩個超聲振動。如圖21所示是二維橢圓超聲振動磨削示意圖,其原理是通過橢圓超聲振子對工件施加兩個方向的超聲振動,一個方向為垂直于工件表面,即砂輪徑向;另一個方向為平行于砂輪軸向,即垂直于砂輪線速度方向。附加振動的形式和方向不同,其加工機理不同,因此其工藝效果和應用場合也有所區別。 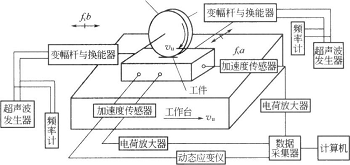 圖20二維平面超聲振動磨削示意圖 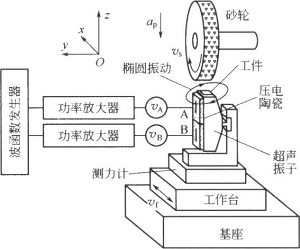 圖21 二維橢圓超聲振動磨削示意圖 用金剛石砂輪超聲波振動磨削工程陶瓷時,材料切除速度uc隨加工壓強夕的增大而增高;另外,當達到某一臨界壓強po時,磨粒才具有切削作用(如圖22所示),上述磨削特點與使用普通砂輪磨削難加工材料時類似。由該圖可見,超聲波振動磨削對工程陶瓷磨削是十分有效的,不僅大大降低了開始形成切屑的臨界壓強Po,而且在同樣的加工壓強條件下,超聲波振動磨削的材料切除速度口。顯著增高。另外,超聲波振動磨削的顯著優點是可以減小或消除磨削表面裂紋。 如圖23所示為用超聲波振動磨削不同工程陶瓷時的加工壓強Po與材料切除速度口。的關系。由該圖可知幾種工程陶瓷的臨界壓強Po如下:碳化硅(反應燒結)為2.4MPa;氮化硅(常壓燒結)為4.8MPa;氧化鋁(92%)為1.1MPa:氧化鋁(99.5%)為1MPa。因此,超聲波振動磨削工程陶瓷時的臨界壓強與被加工陶瓷的種類和材質有關。氧化鋁和碳化硅陶瓷的磨除速度均很高,而氮化硅陶瓷的切除速度相對前兩種陶瓷則較低,但相對無超聲振動的普通磨削卻高出很多。 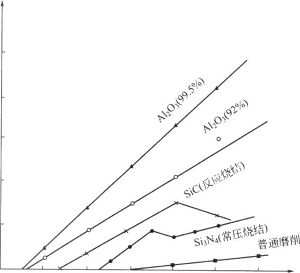 圖23用超聲波振動磨削不同工程陶瓷時的加工壓強與材料切除速度的關系 (砂輪:MBD_I100/120M100)砂輪速度礬=19m/s,超聲振動頻事f=19.5kHz,振幅a=30Mm) 如圖24所示為一維軸向超聲振動磨削的工藝效果。振動參數:振幅為12um、振動頻率為20.049kHz;磨具為樹脂結合劑金剛石砂輪(粒度270#、濃度100%、規格φ50×35×φ127);工件材料為Al2O3一ZrO2。結果表明與普通磨削相比,一維軸向超聲振動磨削的材料去除率和表面粗糙度均得到了明顯改善:工程陶瓷的材料去除率是普通磨削的1.7~3.2倍,表面粗糙度可以降低10%~20%。 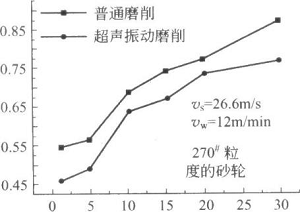 圖24一維軸向超聲振動磨削的工藝效果 研究表明,二維超聲振動磨削在工程陶瓷加工方面也有明顯優勢。目前,超聲振動磨削技術已經發展成為一種加工硬脆性材料的可靠方法,它有效地解決了傳統磨削中磨削力大、磨削溫度高等所導致的磨削裂紋、磨削變質層、砂輪易磨損堵塞等問題,降低了加工成本,為硬脆性材料的廣泛應用提供了技術途徑。 |
產品展示
聯系我們
公司地址:南通市通州區通揚南路588號
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://m.yejunsheng.com
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://m.yejunsheng.com