
磨削技術
平面磨床操縱和調整的技巧與訣竅 |
| 發布時間:2020/7/14 |
| (一)臥軸矩臺平面磨床各部件的名稱和作用 M7120D型平面磨床是在M7120A型平面磨床的基礎上經潮改進的臥軸矩臺平面磨床,由床身、工作臺、磨頭、滑板、壹柱、電器箱、電磁吸盤、電器按鈕板、液壓操縱箱等部件組成(見圖)。 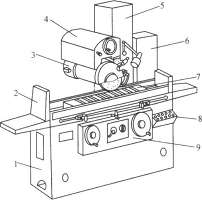 圖 M7120D型平面磨床1-床身;2-工作臺;3-磨頭;4-滑板;5-立柱;6-電器箱;7-電磁吸盤;8-電器按鈕板,9-液壓操縱箱 (1)床身。床身1為箱形鑄件,上面有V型導軌及平導軌,工作臺2安裝在導軌上。床身前側的液壓操縱箱上裝有工作臺手動機構、垂直進給機構、液壓操縱板等,用以控制機床的機械與液壓傳動。電器按鈕板上裝有電器控制按鈕。 (2)工作臺。工作臺2是一盆形鑄件,上部有長方形臺面,下部有凸出的導軌。工作臺上部臺面經過磨削,并有一條T形槽,用以固定工作物和電磁吸盤。在臺面四周裝有防護罩,以防止切削液飛濺。 (3)磨頭。磨頭3在殼體前部,裝有兩套短三塊油膜滑動軸承和控制軸向竄動的兩套球面止推軸承,主軸尾部裝有電動機轉子,電動機定子固定在殼體上。 磨頭3在水平燕尾導軌上有二種進給形式:一種是斷續進給,即工作臺換向一次,砂輪磨頭橫向作一次斷續進給,進給量1-12mm;另一種是連續進給,磨頭在水平燕尾導軌上往復連續移動。連續移動速度為0.3-3m/min,由進給選擇旋鈕控制。磨頭除了可液壓傳動外,還可作手動進給。 (4)滑板。滑板4有兩組相互垂直的導軌,一組為垂直的導軌,用以沿立柱作垂直移動,另一組為水平燕尾導軌,用以作磨頭橫向移動。 (5)立柱。立柱5為一箱形體,前部有兩條矩形導軌,蘭安裝在中間,通過螺母使滑板沿矩形導軌作垂直移動。 (6)電器箱。M7120D型平面磨床在電器安裝上進行了改進,將原來裝在床身上的電器原件等裝到電器箱內。這樣有利于并維修和保養。 (7)電磁吸盤。電磁吸盤7主要用于裝夾工件。 (8)電器按鈕板。電器按鈕板8主要用于安裝各種電器按鈕,通過操作按鈕,來控制機床的各項迸給運動。 (9)液壓操縱箱。液壓操縱箱9主要用于控制機床的液壓傳動。 (二)平面磨床操縱和調整的技巧與訣竅 圖 為M7120D型平面磨床的操縱示意圖。 1.工作臺的操縱和調整技巧與訣竅 (1)液壓操縱步驟與訣竅。 1)按動液壓泵啟動按鈕15,啟動液壓泵。 2)調整工作臺行程擋鐵2于兩極限位置。 3)在液壓泵工作數分鐘后,扳動工作臺啟動調速手柄19向順時針方向轉動,使工作臺從慢到快進行運動。 4)扳動工作臺換向手柄3,使工作臺往復換向2-3次,查動作是否正常,然后使工作臺自動換向運動。 (2)手動操縱步驟與訣竅。 1)扳動工作臺啟動調速手柄19,向逆時針方向轉動,使作臺從快到慢直至停止運動。 2)搖動工作臺手動進給手輪1,工作臺作縱向運動,手輪順時針方向轉動,工作臺向右移動;手輪逆時針方向轉動,工臺向左移動。 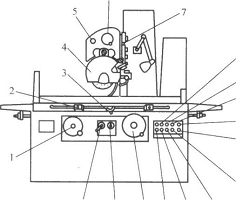 圖 M7120D型平面磨床操縱示意圖 1-工作臺手動進給手輪;2-擋鐵;3-工作臺換向手柄}4-磨頭I 5-磨頭換向手柄;6-磨頭橫向手動進給手輪;7-磨頭潤滑按鈕;8-砂輪低速啟動按鈕;9-砂輪停止按鈕;10-砂輪高速啟動按鈕;11-切削液開關;12-電磁吸盤工作狀態選擇開關;13-磨頭自動下降按鈕;14-磨頭自動上升按鈕;15-液壓泵起動按鈕;16-總停按鈕;17-垂直進給手輪;18-磨頭液動進給旋鈕;19-工作臺啟動調速手柄 2.磨頭的操縱和調整技巧與訣竅 (1)磨頭的橫向液動進給技巧。 1)向左轉動磨頭液動進給旋鈕18,使磨頭從慢到快作連續進給(見圖);調節磨頭左側槽內擋鐵1的位置,使磨頭在電磁吸盤臺面橫向全程范圍內往復移動(見圖)。 2)向右轉動磨頭液動進給旋鈕18,使磨頭在工作臺縱向運動換向時作橫向斷續進給,進給量可在1~12mm范圍內調節。磨頭斷續或連續進給需要換向時,可操縱換向手柄3,手柄向外拉出,磨頭向外進給;手柄向里推進,磨頭向里進給(見圖)。 (2)磨頭的橫向手動進給技巧。當用砂輪端面進行橫向進給磨削時,砂輪需停止橫向液動進給。操作時,應將磨頭液動進給旋鈕18旋至中間停止位置,然后手搖磨頭橫向手動進給手輪4,使磨頭作橫向進給(見圖),順時針方向搖動手輪,磨頭向外移動,逆時針方向搖動手輪,磨頭向里移動。手輪每格進給量為0.01mm。 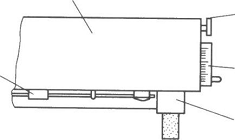  圖 磨頭的橫向進給 1-擋鐵;2-滑板;3-換向手柄;4-磨頭橫向進給手輪;5-磨頭;6-電磁吸盤 (3)磨頭的垂直自動升降技巧。磨頭垂直自動升降 是由電器控制的。操縱時,先把垂直進給手輪17向外拉出,使操縱箱內的齒輪脫開,然后按動磨頭自動上升按鈕14,滑板沿導軌向上移動,帶動磨頭4垂直上升;按動按鈕13,滑板向下移動,磨頭垂直下降;松開按鈕,磨頭就停止升降。磨頭的自動升降一般用于磨削前的預調整,以減輕勞動強度,提高生產效率。 (4)磨頭的垂直手動進給技巧。磨頭的進給是通過搖動垂直進給手輪17來完成的。操縱時,把垂直進給手輪17向里推緊,使操縱箱內齒輪嚙合,搖動垂直迸給手輪17,磨頭垂直上下移動。手輪順時針方向搖動一圈,磨頭就下降1mm,每格進給量為0.005mm。 3.砂輪的啟動技巧與禁忌 為了保證砂輪主軸使用的安全,在啟動砂輪前,必須先起動潤滑泵,使砂輪主軸得到充分潤滑。MTl20D型平面磨床油箱采用水銀限位開關來延遲砂輪啟動的時間,保證了砂輪啟動時的安全。 操作時,在潤滑泵啟動約3min后,水銀開關被頂起,線路接通。先按動砂輪低速啟動按鈕8,使砂輪作低速運轉,運轉正常后,再按動砂輪高速啟動按鈕10,使砂輪作高速運轉,磨削結束后,按動砂輪停止按鈕9,砂輪停止運轉。潤滑泵不啟動砂輪是無法啟動的。 4、工件在電磁吸盤上的裝卸方法與訣竅 (1)將工件基準面擦干凈,修去表面毛刺,然后將基準面放到電磁吸盤上。 (2)轉動電磁吸盤工作狀態選擇開關12至“通磁”位置,使工件被吸住。 (3)工件加工完畢,將電磁吸盤工作狀態選擇開關12撥至“退磁”位置,退去工件的剩磁,然后取下工件。 (三)容易產生的問題和注意事項 (1)磨頭在作橫向或垂直進給前,應先按動磨頭潤滑按鈕7,潤滑立柱導軌、磨頭導軌、滾動螺母等,每班一次。 (2)磨頭在作自動下降時,要注意安全,不要在砂輪與工件相距很近時才松開按鈕,以免由于慣性使砂輪撞到工件上。 (3)在磨削時,如需要使用切削液,可轉動切削液開關11,使切削液泵工作,然后調節噴嘴噴出切削液。 (4)變換砂輪速度時,必須先撳停止按鈕,然后再變換速度。從高速變換到低速時,必須在砂輪速度降低后再啟動,以免損壞機床。 (5)電磁吸盤的臺面要保持平整光潔,發現有劃傷現象,應及時用油石或金相砂紙修去。如果表面劃痕和毛刺較多、較深或者有某些變形,影響工件的加工精度,可對電磁吸盤臺面作一次修磨。修磨時,電磁吸盤應接通電源,使它處于工作狀態。每次修磨量應盡可能小,磨出即可,以延長電磁吸盤的使用壽命。 |
產品展示
聯系我們
公司地址:南通市通州區通揚南路588號
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://m.yejunsheng.com
聯系電話:0513-87119922
聯系人:李先生
手機:15606292777
郵箱:sales@nt2mt.com
網址:http://m.yejunsheng.com